
DIY手持高压浓缩咖啡机制作教程:材料安全与压力升级全解析

大家好!
几个月前,我发布了一个名为《口袋尺寸集成酒精炉浓缩咖啡机》的教程。
收到了大量关于设计的评论,其中很多集中在我使用铜作为主要制作材料的问题上。
有人提出了食品接触材料的安全性疑问,甚至有人专门验证了这种铜材料的使用是否符合食品级标准。
另一个被反复提及的点是,由于无法对咖啡粉施加足够的水压,这实际上更接近摩卡壶而非真正的浓缩咖啡机。
为了回应大家的关切,我重新设计了解决方案,同时解决了铜材料和压力不足的问题!
更令人惊喜的是,新版本成本更低且制作更简单!
顺带一提,它刚好能容纳2盎司水量,可以制作双份浓缩咖啡 :D
设备实操短视频:

步骤1:设计限制
这款浓缩咖啡机通过向萃取舱注入高压空气工作(我使用微型打气筒增压)。
设计灵感源自商用Handpresso便携咖啡机。
制作时我设定了以下限制条件:
所有涉水部件必须为铝或不锈钢材质
所有零件需易于获取且成本低廉
仅使用基础工具制作
必须保证安全性(无高压爆炸风险,无热水烫伤风险)
易于维护保养(常被忽视的重要环节)
步骤2:材料与工具
这是份特殊的材料清单,因为部分部件尺寸取决于您获取的浓缩咖啡粉碗规格。下一步我会说明如何正确选配部件
需定制尺寸的部件:
1个PVC异径接头(1-2英寸)
1个PVC异径管箍(1-2英寸)
1个PVC端盖(1.5-2英寸)
1个PVC端盖(1-1.5英寸)
2个适配异径接头的O型圈
1个小尺寸铝制/不锈钢罐
无需定制的部件:
1个浓缩咖啡粉碗
2个无内胎气门芯
1个1英寸螺纹PVC堵头
1个1英寸螺纹PVC/黄铜端盖
在空气释放按钮部分,我会展示我使用的具体配件,您既可选用同款,也可在工具箱寻找类似替代件

步骤3:部件尺寸调整
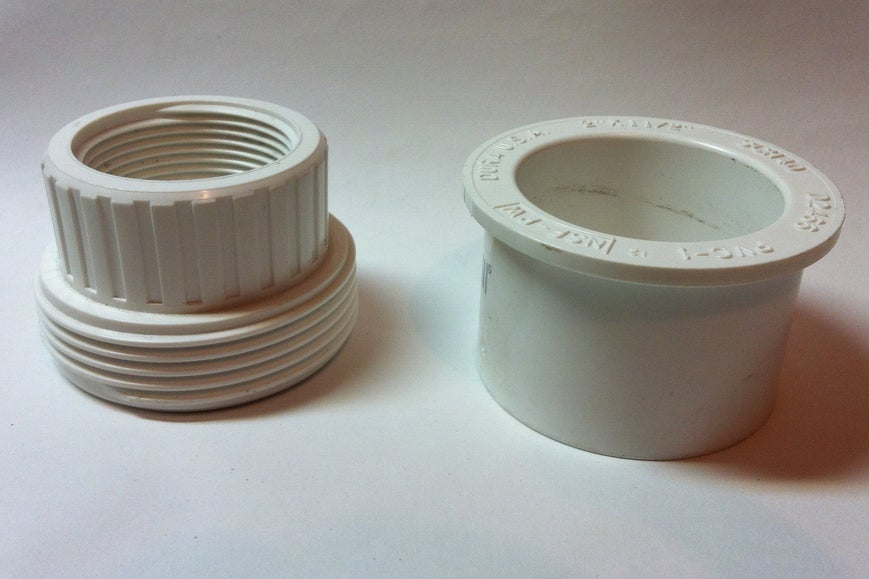
咖啡机主体由1-2英寸PVC异径接头构成
具体尺寸取决于您选用的粉碗规格
拆卸异径接头后,粉碗应能恰好卡入外环(如图示)
两个O型圈分别安装在PVC环与粉碗之间
从成品图可见,大尺寸端盖需与异径接头外环尺寸匹配
我使用的是1-1/4英寸异径接头配2英寸端盖
由于端盖尺寸大于接头螺纹部分,需用2转1-1/2英寸异径管箍连接,并打磨配件使其紧密贴合
小端盖内径应与异径管箍尺寸一致
请参考实物图理解各部件组合方式
步骤4:打磨与组装气室
打磨各部件直至达到图示组装效果
需去除异径接头内螺纹(除非能买到无螺纹款式)
使用PVC胶水粘接各部件

步骤5:气室穹顶
还记得那个小端盖吗?
它将被用作气室封盖,建议选用圆顶造型端盖
这种设计能更好承受压力,比平顶结构更稳固
只需将端盖顶部切平,确保紧密安装
先试装不涂胶!

步骤6:改装无内胎气门芯
我在沃尔玛轮胎中心免费获得了这两个气门芯
询问价格时工作人员说没有条码,直接送了我需要的两个 :D
小心切除所有橡胶部分,仅保留黄铜底座
需将黄铜管截短,将气门芯完全压入后,比最低位置多留1/8英寸余量

步骤7:铝制热水舱
PVC材质不宜接触热水
但本设计通过以下方式解决:
热水仅短暂接触
机器工作时,PVC壁厚为常规三倍
根据安全规范,仅允许铝和不锈钢接触水体
我带着上一步制作的部件到五金店,寻找能嵌入其中的罐体
虽然未找到完全匹配的,但发现一款青少年除臭剂罐的直径和开口尺寸合适
将罐体对半切开,外侧无需打磨(将与PVC部件粘接)
用锤子和现有管件将罐顶塑形成适配水舱的形状
利用罐底原有穹顶结构作为水舱内胆
打磨清洁罐体内壁
钻一个比气门芯稍小的孔,小心敲入固定

步骤8:外部壳体
在PVC堵头中心钻1/2英寸孔和略小于气门芯直径的孔
旋紧堵头并涂胶固定
小心敲入气门芯并涂胶固定

步骤9:内气室
将穹顶端盖粘接固定

步骤10:排气按钮与固定螺丝
为确保安全,外部端盖未使用PVC胶水,而是采用硅胶密封
为防止松动,用4颗螺丝加固(注意不要穿透水舱)
我选用黄铜端盖制作排气按钮(更美观),需将堵头切割至合适尺寸
或在堵头中心钻1/2英寸孔(注意!)
确保外部气门芯与内部气路连通后再粘接
若不通气,需打磨堵头底部直至畅通

步骤11:排气按钮
参考图片组装排气按钮
工作原理:
橡胶垫圈固定小螺丝,按压螺丝时会推动内阀顶杆,释放高压空气进入水舱
我发现10号注射器活塞的橡胶头正好适合密封按钮,同时保持足够弹性供按压
若内阀故障,可拆卸按钮检修,用专用螺丝刀更换配件

步骤12:制作浓缩咖啡!
预热步骤:
与所有浓缩咖啡机相同,为避免首杯温度不足,需预热设备
在水舱注入热水,静置20秒预热
同时用热水预热粉碗
制作咖啡:
将咖啡粉装入粉碗并压实
排空预热用水,用打气筒注入空气(我通常打10泵)
注入1盎司水制作单份,2盎司制作双份
旋紧底座
将设备置于杯口上方
按下排气按钮
等待水流尽(约20秒)
享用您的咖啡!





文章评论